An Overview
The manufacturing landscape is on the brink of a transformative era with the emergence of the Smart Factory. This evolution, often encapsulated within the broader framework of Industry 4.0, heralds the convergence of advanced digital technologies with traditional manufacturing processes. At its core, a Smart Factory is a highly digitised and connected production facility that relies on data and analytics to drive efficiencies, predict maintenance needs, and enable real-time decision-making. This promising future of manufacturing is filled with potential and opportunities.
The concept of the Smart Factory represents the next evolutionary step in manufacturing, characterised by a fully connected and flexible system. It uses constant data from connected operations and production systems to learn and adapt to new demands. This transformation is driven by the convergence of information technology (IT) and operational technology (OT) to improve manufacturing processes, productivity, and sustainability.

The global Smart Factory Market is expected to grow to more than US$265 Billion in 2030, with an estimated CAGR of more than 12.5%, from 2024 to 2030.
Key features of the smart factory are:
- Interconnectivity: Devices, machines, and systems within a smart factory are interconnected, allowing seamless communication and coordination. This networked ecosystem ensures that data flows freely across all levels of the production process.
- Automation: Smart factories utilise advanced robotics and automation technologies to perform repetitive and complex tasks. Automation not only increases productivity but also minimises human error and enhances safety.
- Data-Driven Decision Making: Real-time data collection and analysis are pivotal in smart factories. Manufacturers can make informed decisions quickly by leveraging big data analytics, improving operational efficiency and responsiveness.
- Flexibility and Adaptability: Smart factories are not just about efficiency but also about adaptability. They are designed to adjust production schedules and processes in response to changing market demands. This adaptability ensures that manufacturers can meet customer needs promptly and efficiently, providing a sense of reassurance in the face of market fluctuations.
- Sustainability: Environmental sustainability is a crucial component of the smart factory paradigm. Smart factories contribute to more sustainable manufacturing practices by optimising resource usage and minimising waste.
Impact of Emerging Technologies
The transformation to a Smart Factory is driven by a suite of advanced technologies that collectively enhance manufacturing processes, efficiency, and quality. Here's an in-depth look at the key technologies shaping the future of manufacturing:
- Industrial Internet of Things (IIoT): IIoT enables real-time monitoring and control of factory equipment and processes through interconnected devices. Sensors collect data on machine performance, product quality, and environmental conditions, providing insights that help optimise operations. Key applications of IoT in a smart factory are real-time monitoring, predictive maintenance, and supply chain optimisation.
GE's Brilliant Manufacturing suite uses IoT to collect data from machines, providing real-time insights that help optimise production processes.
- Artificial Intelligence (AI) and Machine Learning (ML): AI and ML facilitate predictive maintenance, quality control, and decision-making processes. By analysing historical data, these technologies can predict equipment failures before they occur, ensuring minimal downtime and increased efficiency. Some applications of AI & ML in smart factories are quality control, process optimisation, and predictive analytics.
Siemens’ MindSphere platform uses AI to analyse data from connected devices, optimising operations and improving productivity.
- Big Data and Analytics: Big Data analytics helps process vast amounts of data generated in a smart factory. Advanced analytics uncover patterns and correlations that drive improvements in production efficiency, resource management, and supply chain logistics. Big data & analytics can be used in smart factories in various ways, such as enhanced decision-making, performance monitoring, and customer insights.
Ford uses Big Data analytics to analyse data from its production lines, improving quality control and reducing waste.
- Cyber-Physical Systems (CPS): CPS integrate physical processes with digital control and monitoring systems. They form the backbone of smart factories by ensuring seamless communication between machines and enabling autonomous decision-making. CPS impact smart factories in several ways, including seamless integration, autonomous operations, and real-time control.
Bosch's Industry 4.0 solutions utilise CPS to create a connected manufacturing environment, enhancing productivity and flexibility.
- Advanced Robotics: Robots in smart factories are equipped with AI and sensors, allowing them to perform complex tasks with precision. Collaborative robots (cobots) work alongside human operators, enhancing productivity and safety. Advanced robots help smart factories increase productivity, precision & accuracy, and collaborative work.
FANUC's collaborative robots are used in automotive manufacturing, assisting human workers in assembly and quality inspection tasks.
- Augmented Reality (AR) and Virtual Reality (VR): AR and VR provide immersive training experiences and assist in maintenance and repair tasks. AR can overlay digital information on physical equipment, guiding technicians through complex procedures. Key applications of AR/VR in smart factories are training & simulation, maintenance & repair, and design & prototyping.
Lockheed Martin uses AR to assist engineers in assembling spacecraft, reducing assembly time and improving accuracy.
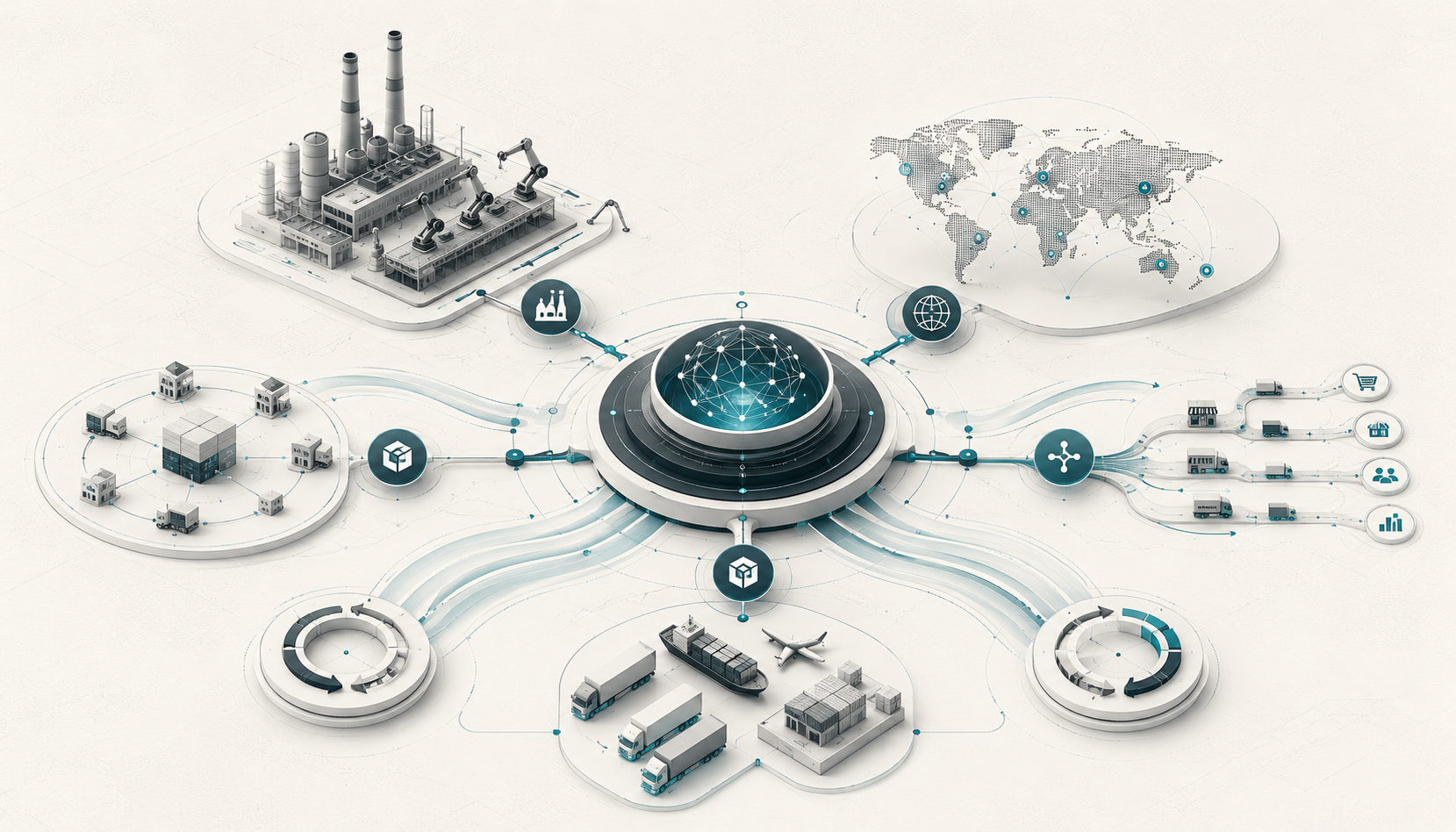
Smart Factory Ecosystem
The ecosystem of a Smart Factory encompasses various interconnected components and technologies that work together to create a seamless and efficient manufacturing environment. This ecosystem integrates physical and digital processes to optimise production, enhance quality, and reduce operational costs. Here's a detailed look at the key elements of a Smart Factory ecosystem:

- Connectivity and Integration: Smart factories require robust communication networks, often supported by 5G, to ensure real-time data exchange between machines, sensors, and central control systems. Integration platforms facilitate seamless data flow and interoperability between diverse systems. Its key components are 5G Networks, Industrial Internet of Things (IIoT), and Integration Platforms.
- Data Management: Data generated from IoT devices and CPS must be effectively managed and analysed. Cloud computing is crucial in storing and processing this data, providing scalable and flexible solutions for smart factory applications. Cloud Computing, Edge Computing, and Data Analytics are key data management components.
- Security: With increased connectivity comes the need for robust cybersecurity measures. Smart factories must implement multi-layered security protocols to protect sensitive data and systems from cyber threats. Security can be provided using various components, including Network Security, Endpoint Security, and Identity & Access Management.
- Human-Machine Collaboration: In the Smart Factory ecosystem, humans are not replaced by machines, but rather, they work alongside them. Intelligent machines and advanced tools support human operators in smart factories. Training programs and user-friendly interfaces are essential to ensure effective human-machine collaboration. This emphasis on the human element in the Smart Factory ecosystem makes the audience feel valued and integral to the future of manufacturing.
- Sustainability: Smart factories aim to minimise environmental impact by optimising energy consumption, reducing waste, and incorporating sustainable practices. AI and IoT help monitor and control environmental parameters, promoting eco-friendly manufacturing.
The Smart Factory ecosystem is a complex, interconnected network of technologies and processes to enhance manufacturing efficiency, quality, and sustainability. Manufacturers can create a highly optimised production environment by leveraging advanced connectivity, robust data management, stringent security measures, effective human-machine collaboration, and sustainable practices. Embracing this ecosystem not only drives operational excellence but also positions manufacturers to meet the evolving demands of the market and contribute to a more sustainable future.
Smart Factory for MSMEs
Smart Factory technologies present significant opportunities and challenges for Micro, Small, and Medium Enterprises (MSMEs). As these enterprises play a crucial role in the global economy, especially in emerging markets like India, adopting Smart Factory principles can be transformative.
For MSMEs, adopting Smart Factory technologies is about staying current with industry trends and ensuring long-term sustainability and growth. By embracing digital transformation, MSMEs can overcome traditional barriers to growth, such as limited access to resources and markets, and position themselves as competitive players in the global economy.
Smart Factory technologies offer various opportunities for MSMEs, including:
- Increased Efficiency and Productivity: MSMEs can leverage automation technologies to streamline production processes, reduce manual labour, and increase output. This leads to higher productivity and the ability to meet growing market demands.
- Enhanced Quality Control: IoT and AI-enabled systems allow for continuous production quality monitoring. This reduces defects, improves product consistency, and enhances customer satisfaction.
- Agile Manufacturing: Smart Factory technologies enable MSMEs to be more flexible in their production processes, allowing for quick adaptation to changing market demands and customer preferences.
- Global Competitiveness: By adopting advanced manufacturing technologies, MSMEs can compete globally, accessing new markets and expanding their customer base.
- Scalability: Smart Factory solutions can be scaled as the business grows, allowing MSMEs to expand their operations without increasing costs.
The impact of Smart Factories on MSMEs is profound, offering opportunities for enhanced efficiency, quality, and market access. However, the challenges related to investment, skills, and infrastructure must be carefully managed. With the right support, including government incentives, industry partnerships, and focused training programs, MSMEs can successfully transition to smart manufacturing and thrive in the Industry 4.0 era.
India Market Perspective
India is rapidly adopting smart factory technologies, driven by initiatives like "Make in India" and Industry 4.0. The Indian government's focus on digital transformation and manufacturing innovation is propelling the growth of smart factories across various sectors.
Opportunities
- Government Initiatives: Policies and incentives from the Indian government encourage the adoption of smart factory technologies. Some are Make in India, Digital India, and National Policy for Advanced Manufacturing.
- Growing Industrial Base: India has a diverse industrial base, including automotive, electronics, pharmaceuticals, textiles, and consumer goods, which are increasingly adopting smart factory technologies. The growing need for efficiency and productivity in manufacturing drives the demand for automation and advanced manufacturing solutions.
- Investment in Innovation: The establishment of innovation hubs and collaboration with global technology leaders are fostering the development of smart manufacturing solutions. Several multinational corporations are setting up R&D centres in India to develop and implement smart manufacturing technologies. The Indian startup ecosystem is vibrant, with numerous startups focusing on IoT, AI, and automation solutions for smart factories.
- Technology Adoption: Indian manufacturers are increasingly adopting IoT and AI to enhance operational efficiency, reduce downtime, and improve product quality. Digital twin technology and cyber-physical systems are also gaining traction, enabling real-time monitoring and optimisation of manufacturing processes.
Challenges
- Infrastructure Development: India's manufacturing infrastructure needs significant upgrades to support smart factory technologies. While there has been significant progress, the digital infrastructure in many parts of India still requires substantial improvement to support the widespread adoption of smart factory technologies. Additionally, a consistent and reliable power supply is essential for smart factories' operation, which remains challenging in certain regions.
- Skill Gap: There is a significant skill gap in the Indian workforce, particularly in digital skills and expertise in advanced manufacturing technologies. Enhancing the curriculum in engineering and technical institutes to include Industry 4.0 technologies is crucial.
- High Initial Investment: The transition to a smart factory involves significant capital expenditure for new technologies, machinery, and infrastructure upgrades, which can be a barrier for small and medium-sized enterprises (SMEs).
Strategic Initiatives
- Industry Collaboration: Collaborations between the government and private sector promote developing and adopting smart factory technologies. For example, the collaboration between Tata Consultancy Services (TCS) and the Indian Institute of Science (IISc) focuses on advancing manufacturing technologies.
- Pilot Projects and Testbeds: Establishment of demonstration centres and pilot projects to showcase the benefits and applications of smart factory technologies. A notable example is the Smart Manufacturing Demonstration Facility (SMDF) at the Central Manufacturing Technology Institute (CMTI) in Bangalore.
- Sector-specific Initiatives: In the automotive sector, companies like Maruti Suzuki and Mahindra & Mahindra are investing in smart factory solutions to enhance production efficiency and quality control. Across the Indian electronics sector, Bharat Electronics Limited (BEL) and other electronics manufacturers are adopting IoT and AI for better process management and product innovation.
- Educational & Training Programs: Programs like the National Skill Development Corporation (NSDC) focus on upskilling the workforce to meet the demands of Industry 4.0.
We believe that the Indian market is poised for a significant transformation through the adoption of smart factory technologies. The integration of advanced manufacturing solutions will not only enhance productivity and efficiency but also drive sustainable growth. By leveraging government initiatives, investing in technology, and addressing key challenges, India can emerge as a global leader in smart manufacturing.
Our Perspective
The Smart Factory concept is a strategic imperative for any manufacturing entity aiming to stay competitive in today's fast-paced market. Integrating advanced technologies like IoT, AI, and robotics is essential for meeting the demands of increased productivity, enhanced quality, and operational flexibility. These technologies are enablers and catalysts for transforming traditional manufacturing into a highly responsive and adaptive system. One of the core advantages of a Smart Factory is its ability to enhance operational efficiency significantly. Manufacturers can streamline their processes by leveraging real-time data and advanced analytics, reduce waste, and optimise resource utilisation. This leads to substantial cost savings and allows for more agile responses to market changes and customer demands.
Sustainability is at the forefront of the Smart Factory initiative. By optimising energy consumption, minimising waste, and adopting sustainable practices, Smart Factories contribute to environmental conservation and corporate social responsibility. Integrating green technologies and practices reduces the carbon footprint and aligns with global sustainability goals, enhancing the brand image and compliance with regulatory standards.
The journey towards a Smart Factory is a multifaceted and dynamic process that requires a holistic approach encompassing technology, people, and processes. We believe that the future of manufacturing lies in the successful integration of smart technologies, which will drive operational excellence and sustainable growth and competitiveness in the global market. Our perspective is grounded in a deep understanding of the technological landscape and the strategic imperatives that drive the adoption of Smart Factory principles.
At Velox Consultants, we are dedicated to empowering MSMEs with insights into smart factory technologies for a sustainable future. By harnessing real-time data and growth strategies, businesses can dramatically enhance operational efficiency, reliability, and the integration of sustainable practices. Our expert recommendations are designed to guide companies in adopting these innovative smart factory solutions, unlocking their full potential for sustainable growth. By investing in advanced technologies, businesses can optimise operations and contribute meaningfully to a more sustainable world.
In the fast-paced business world, staying ahead of the competition requires timely and accurate insights. Velox Consultants has recently launched VeloData Insights, a real-time market research service that delivers just that — providing actionable intelligence as events unfold. Whether it's monitoring industry trends, analysing competitor activities, or understanding consumer preferences, our comprehensive market monitoring and consumer insight services ensure you have the data you need right when needed. This immediate access to up-to-the-minute data empowers your strategic moves and gives you a competitive edge in a constantly evolving market landscape.
Contact us at consult@veloxconsultants.com to learn more about our real-time market research services.